
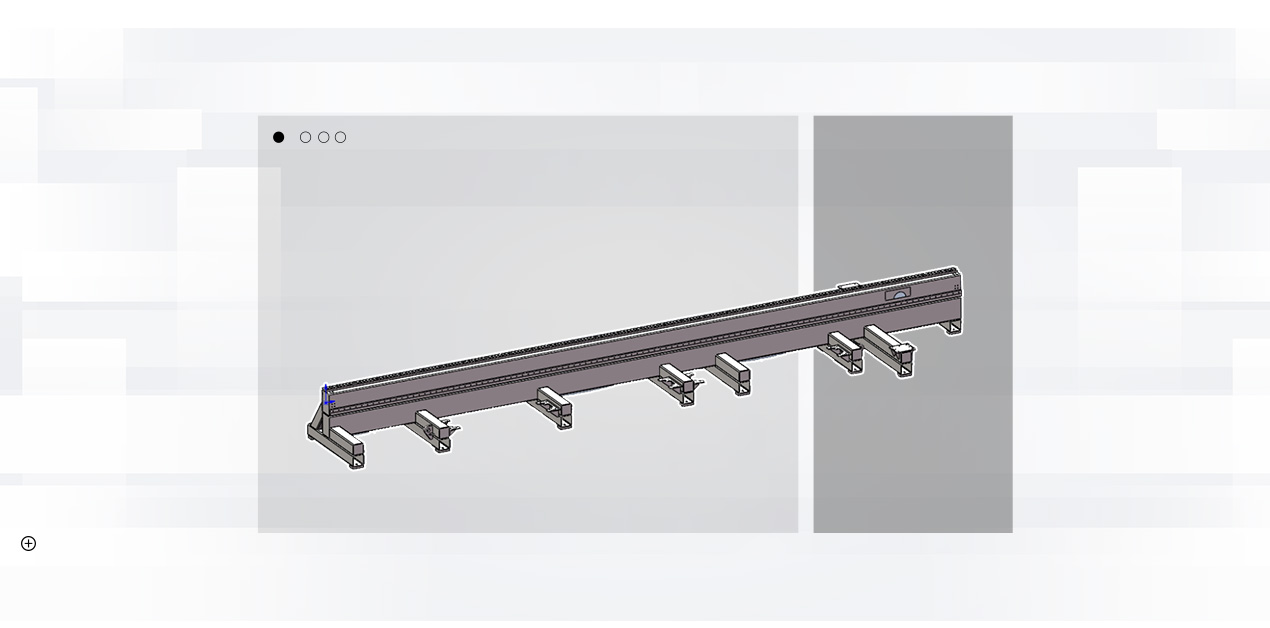
बाजूला-हँगिंग-स्ट्रक्चर-वन-पीस-वेल्डेड-बेड
बेडमध्ये साइड-हँगिंग स्ट्रक्चर आणि वन-पीस वेल्डेड बेडचा वापर केला जातो, जो अंतर्गत ताण कमी करण्यासाठी एनील केला जातो. रफ मशीनिंगनंतर, मशीनिंग पूर्ण करण्यापूर्वी कंपन एजिंग केले जाते, ज्यामुळे मशीन टूलची कडकपणा आणि स्थिरता मोठ्या प्रमाणात सुधारते आणि मशीन टूलची अचूकता सुनिश्चित होते. एसी सर्वो मोटर ड्राइव्ह संख्यात्मक नियंत्रण प्रणालीद्वारे नियंत्रित केली जाते आणि चक मोटर ड्राइव्हनंतर Y दिशेने परस्पर गती प्राप्त करतो, जलद हालचाल आणि फीडिंग गती लक्षात घेतो. Y-अक्ष रॅक आणि रेषीय मार्गदर्शक रेल दोन्ही उच्च-परिशुद्धता उत्पादनांपासून बनलेले आहेत, जे प्रभावीपणे ट्रान्समिशनची अचूकता हमी देतात; स्ट्रोकच्या दोन्ही टोकांवर मर्यादा स्विच नियंत्रित केले जातात आणि एकाच वेळी एक हार्ड लिमिट डिव्हाइस स्थापित केले जाते, जे प्रभावीपणे मशीन टूल हालचालीची सुरक्षितता सुनिश्चित करते; मशीन टूल सुसज्ज आहे स्वयंचलित स्नेहन उपकरण नियमित अंतराने बेडच्या हलत्या भागांमध्ये स्नेहन तेल जोडते जेणेकरून हलणारे भाग चांगल्या स्थितीत चालतील याची खात्री होईल, ज्यामुळे मार्गदर्शक रेल, गीअर्स आणि रॅकचे सेवा आयुष्य सुधारू शकते.
फ्रंट-फीडिंग-डिव्हाइस
समोरील फीडिंग डिव्हाइसमध्ये एअर सिलेंडरद्वारे नियंत्रित एक सपोर्ट प्लेट असते, जी कापलेली पाईप लांब असताना पाईपला आधार देते आणि ती सॅग होण्यापासून रोखते.
जेव्हा वर्कपीस कापला जात असतो, तेव्हा उंचावलेला सपोर्ट सिलेंडर पाईपला आधार देण्यासाठी सपोर्ट प्लेटला आधार देतो आणि तो सांडण्यापासून रोखतो. जेव्हा वर्कपीस कापला जातो, तेव्हा उंचावलेले सपोर्ट सिलेंडर सर्व मागे घेतले जातात आणि वर्कपीस ब्लँकिंग प्लेटवर पडते आणि स्टोरेज प्लेसवर सरकते. सिलेंडरची क्रिया सिस्टमद्वारे स्वयंचलितपणे नियंत्रित केली जाते.
पुढचा भाग फॉलो-अप प्रकार आणि मॅन्युअल समायोजन प्रकारात देखील विभागलेला आहे.

समर्थन-यंत्रणा
बेडवर आधार देणारे ३ संच बसवले आहेत आणि दोन प्रकार उपलब्ध आहेत:
१. फॉलो-अप सपोर्ट स्वतंत्र सर्वो मोटरद्वारे नियंत्रित केला जातो जो वर आणि खाली हलतो, प्रामुख्याने लांब कापलेल्या पाईप्स (लहान व्यासाचे पाईप्स) च्या अत्यधिक विकृतीसाठी फॉलो-अप सपोर्ट करण्यासाठी. जेव्हा मागील चक संबंधित स्थितीत हलतो, तेव्हा टाळण्यासाठी सहाय्यक सपोर्ट कमी केला जाऊ शकतो.
२. व्हेरिएबल-डायमीटर व्हील सपोर्ट सिलेंडरद्वारे उचलला आणि खाली केला जातो आणि वेगवेगळ्या आकाराच्या पाईप्सना सपोर्ट करण्यासाठी तो वेगवेगळ्या स्केल पोझिशन्समध्ये मॅन्युअली समायोजित केला जाऊ शकतो.
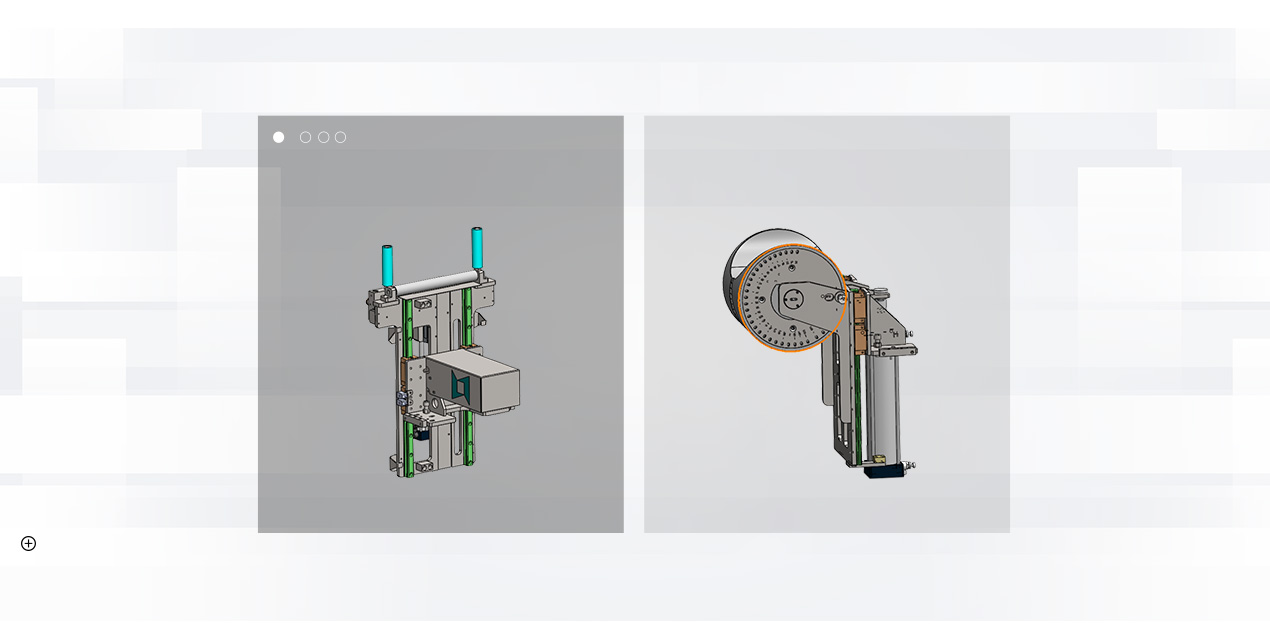
चक-पार्ट
चक पुढील आणि मागील दोन वायवीय पूर्ण-स्ट्रोक चकमध्ये विभागलेला आहे, जे दोन्ही Y दिशेने हलू शकतात. मागील चक पाईपला क्लॅम्पिंग आणि फीडिंगसाठी जबाबदार आहे आणि समोरचा चक क्लॅम्पिंग मटेरियलसाठी बेडच्या शेवटी स्थापित केला आहे. समकालिक रोटेशन साध्य करण्यासाठी पुढील आणि मागील चक अनुक्रमे सर्वो मोटर्सद्वारे चालवले जातात.
दुहेरी चकच्या जॉइंट क्लॅम्पिंग अंतर्गत, लहान शेपटीचे कटिंग करता येते आणि तोंडाची लहान शेपटी २०-४० मिमी पर्यंत पोहोचू शकते, तर लांब शेपटीच्या लहान शेपटीच्या कटिंगला आधार देते.
टीएन सिरीज पाईप कटिंग मशीन चक हालचाल आणि टाळण्याची पद्धत अवलंबते, जी सतत दोन चक वापरून कटिंग साकार करू शकते आणि त्यामुळे पाईप खूप लांब आणि अस्थिर होणार नाही आणि अचूकता पुरेशी नाही.

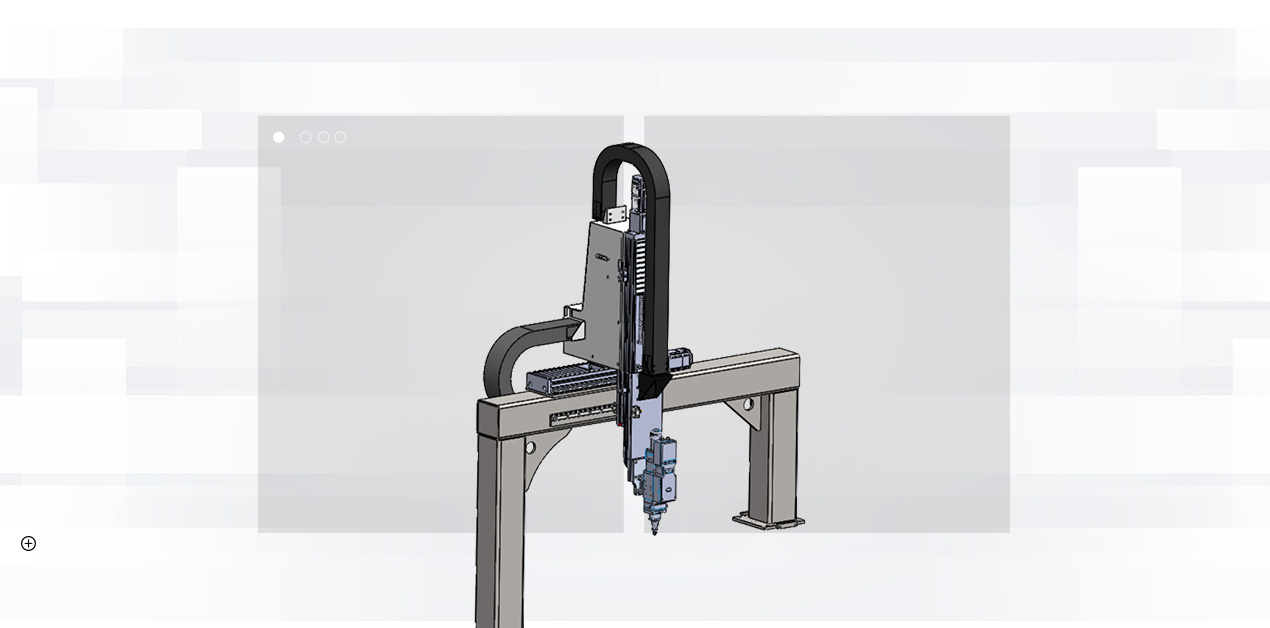
अक्ष-डिव्हाइस
एक्स-अक्ष उपकरणाचा क्रॉसबीम गॅन्ट्री स्ट्रक्चर स्वीकारतो, जो चौरस ट्यूब आणि स्टील प्लेटच्या संयोजनाने वेल्डेड केला जातो. गॅन्ट्री घटक बेडवर निश्चित केला जातो आणि एक्स-अक्ष सर्वो मोटरद्वारे चालवला जातो ज्यामुळे रॅक आणि पिनियन चालतात जेणेकरून स्लाइड प्लेटची X दिशेने परस्पर गती लक्षात येईल. हालचालीच्या प्रक्रियेत, मर्यादा स्विच सिस्टम ऑपरेशनची सुरक्षितता सुनिश्चित करण्यासाठी स्थिती मर्यादित करण्यासाठी स्ट्रोक नियंत्रित करतो.
त्याच वेळी, अंतर्गत संरचनेचे संरक्षण करण्यासाठी आणि चांगले संरक्षण आणि धूळ काढून टाकण्याचे परिणाम प्राप्त करण्यासाठी X/Z अक्षाचे स्वतःचे अवयव आवरण असते.
झेड-अक्ष उपकरण प्रामुख्याने लेसर हेडच्या वर आणि खाली हालचाली ओळखते.
Z-अक्षाचा वापर स्वतःच्या इंटरपोलेशन हालचाली करण्यासाठी CNC अक्ष म्हणून केला जाऊ शकतो आणि त्याच वेळी, तो X आणि Y अक्षांशी जोडला जाऊ शकतो आणि वेगवेगळ्या परिस्थितींच्या गरजा पूर्ण करण्यासाठी फॉलो-अप नियंत्रणावर देखील स्विच केला जाऊ शकतो.
मेटल पाईप फायबर लेसर कटिंग मशीन 62TN फायदे