









पावडर फीडिंग नोजल
१. थ्री-वे/फोर-वे कोएक्सियल पावडर फीडिंग नोजल: पावडर थेट थ्री-वे/फोर-वे मधून बाहेर पडते, एका बिंदूवर एकत्रित होते, अभिसरण बिंदू लहान असतो, पावडरची दिशा गुरुत्वाकर्षणामुळे कमी प्रभावित होते आणि दिशात्मकता चांगली असते, त्रिमितीय लेसर पुनर्संचयित करण्यासाठी आणि 3D प्रिंटिंगसाठी योग्य असते.
२. कंकणाकृती कोएक्सियल पावडर फीडिंग नोजल: पावडर तीन किंवा चार चॅनेलद्वारे इनपुट केली जाते आणि अंतर्गत एकरूपीकरण उपचारानंतर, पावडर एका रिंगमध्ये बाहेर पडते आणि एकत्रित होते. अभिसरण बिंदू तुलनेने मोठा आहे, परंतु अधिक एकसमान आहे आणि मोठ्या स्पॉट्ससह लेसर वितळण्यासाठी अधिक योग्य आहे. हे ३०° च्या आत झुकाव कोनासह लेसर क्लॅडिंगसाठी योग्य आहे.
३. साइड पावडर फीडिंग नोजल: साधी रचना, कमी खर्च, सोयीस्कर स्थापना आणि समायोजन; पावडर आउटलेटमधील अंतर खूप जास्त आहे आणि पावडर आणि प्रकाशाची नियंत्रणक्षमता चांगली आहे. तथापि, लेसर बीम आणि पावडर इनपुट असममित आहेत आणि स्कॅनिंग दिशा मर्यादित आहे, त्यामुळे ते कोणत्याही दिशेने एकसमान क्लॅडिंग थर निर्माण करू शकत नाही, म्हणून ते ३D क्लॅडिंगसाठी योग्य नाही.
४. बार-आकाराचे पावडर फीडिंग नोजल: पावडर इनपुट दोन्ही बाजूंनी, पावडर आउटपुट मॉड्यूलद्वारे एकसंधीकरण उपचारानंतर, बार-आकाराचे पावडर आउटपुट करा आणि एकाच ठिकाणी एकत्र करून १६ मिमी*३ मिमी (कस्टमाइज करण्यायोग्य) स्ट्रिप-आकाराचे पावडर स्पॉट तयार करा आणि संबंधित स्ट्रिप-आकाराच्या स्पॉट्सचे संयोजन मोठ्या स्वरूपातील लेसर पृष्ठभागाची दुरुस्ती करू शकते आणि कार्यक्षमता मोठ्या प्रमाणात सुधारू शकते.
पावडर फीडर
डबल बॅरल पावडर फीडर मुख्य पॅरामीटर्स
पावडर फीडर मॉडेल: EMP-PF-2-1
पावडर फीडिंग सिलेंडर: ड्युअल-सिलेंडर पावडर फीडिंग, पीएलसी स्वतंत्रपणे नियंत्रित करता येणारे
नियंत्रण मोड: डीबगिंग आणि उत्पादन मोडमध्ये जलद स्विच
परिमाणे: ६०० मिमीX५०० मिमीX१४५० मिमी (लांबी, रुंदी आणि उंची)
व्होल्टेज: 220VAC, 50HZ;
पॉवर: ≤1 किलोवॅट
पाठवण्यायोग्य पावडर कण आकार: २०-२००μm
पावडर फीडिंग डिस्क स्पीड: ०-२० आरपीएम स्टेपलेस स्पीड रेग्युलेशन;
पावडर फीडिंगची पुनरावृत्ती अचूकता: <±2%;
आवश्यक वायू स्रोत: नायट्रोजन/आर्गॉन
इतर: ऑपरेशन इंटरफेस आवश्यकतेनुसार सानुकूलित केला जाऊ शकतो.


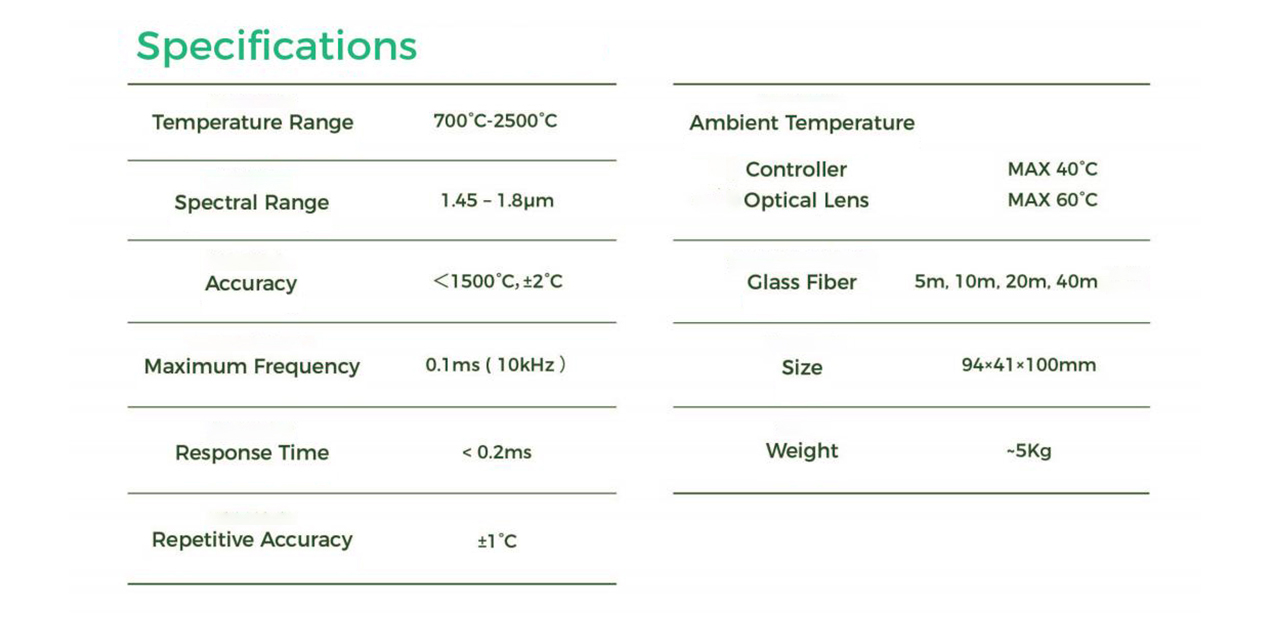
लेसर पायरोमीटर
लेसर क्वेंचिंग, क्लॅडिंग आणि पृष्ठभाग उपचार यासारखे बंद-लूप तापमान नियंत्रण, कडा, प्रोट्र्यूशन्स किंवा छिद्रांचे कडक होणारे तापमान अचूकपणे राखू शकते.
चाचणी तापमान श्रेणी ७००℃ ते २५००℃ पर्यंत आहे.
बंद-लूप नियंत्रण, १०kHz पर्यंत.
साठी शक्तिशाली सॉफ्टवेअर पॅकेजेस
प्रक्रिया सेटअप, व्हिज्युअलायझेशन आणि
डेटा स्टोरेज.
ऑटोमेशन लाइनसाठी २४ व्ही डिजिटल आणि अॅनालॉग ०-१० व्ही एल/ओ असलेले औद्योगिक एल/ओ टर्मिनल्स
एकत्रीकरण आणि लेसर कनेक्शन.
लेसर क्लॅडिंगचे फायदे


लेसर क्लॅडिंग अनुप्रयोग
● ऑटोमोटिव्ह उद्योगात, जसे की इंजिन व्हॉल्व्ह, सिलेंडर ग्रूव्ह, गीअर्स, एक्झॉस्ट व्हॉल्व्ह सीट्स आणि काही भाग ज्यांना उच्च पोशाख प्रतिरोध, उष्णता प्रतिरोध आणि गंज प्रतिरोध आवश्यक आहे;
●एरोस्पेस उद्योगात, टायटॅनियम मिश्रधातूंच्या समस्येचे निराकरण करण्यासाठी टायटॅनियम मिश्रधातूंच्या पृष्ठभागावर काही मिश्रधातू पावडर लावले जातात. मोठे घर्षण गुणांक आणि खराब पोशाख प्रतिकार यांचे तोटे;
● साच्याच्या उद्योगात साच्याच्या पृष्ठभागावर लेसर क्लॅडिंगद्वारे प्रक्रिया केल्यानंतर, त्याची पृष्ठभागाची कडकपणा, पोशाख प्रतिरोध आणि उच्च तापमान प्रतिरोध लक्षणीयरीत्या सुधारतो;
● स्टील उद्योगात रोलसाठी लेसर क्लॅडिंगचा वापर खूप सामान्य झाला आहे.
पॅरामीटर
लेसर क्लॅडिंगचे कार्य तत्व
सब्सट्रेटच्या पृष्ठभागावर क्लॅडिंग मटेरियल जोडून आणि सब्सट्रेट पृष्ठभागावरील पातळ थरासह ते एकत्र करण्यासाठी उच्च-ऊर्जा-घनता लेसर बीम वापरून, सब्सट्रेटच्या पृष्ठभागावर एक धातूशास्त्रीय बंधनकारक क्लॅडिंग थर तयार होतो.
आपल्याला माहित असणे आवश्यक आहे
जर तुम्हाला लेसर क्लॅडिंग तुमच्यासाठी योग्य आहे की नाही हे जाणून घ्यायचे असेल, तर तुम्हाला खालील मुद्दे सांगावे लागतील:
१. तुमचे उत्पादन कोणत्या मटेरियलचे आहे; कोणत्या मटेरियलला क्लॅडिंगची आवश्यकता आहे;
२. उत्पादनाचा आकार आणि आकार, फोटो देणे चांगले;
३. तुमच्या विशिष्ट प्रक्रिया आवश्यकता: प्रक्रिया स्थिती, रुंदी, जाडी आणि प्रक्रिया केल्यानंतर उत्पादनाची कामगिरी;
४. प्रक्रिया कार्यक्षमता आवश्यक आहे;
५. खर्चाची आवश्यकता काय आहे?
६. लेसरचा प्रकार (ऑप्टिकल फायबर किंवा सेमीकंडक्टर), किती पॉवर आणि इच्छित फोकस आकार; तो सपोर्टिंग रोबोट असो की मशीन टूल;
७. तुम्हाला लेसर क्लॅडिंग प्रक्रियेची माहिती आहे का आणि तुम्हाला तांत्रिक मदतीची आवश्यकता आहे का;
८. लेसर क्लॅडिंग हेडच्या वजनासाठी काही अचूक आवश्यकता आहे का (विशेषतः रोबोटला आधार देताना रोबोटचा भार विचारात घेतला पाहिजे);
९. डिलिव्हरी वेळेची आवश्यकता काय आहे?
१०. तुम्हाला प्रूफिंगची आवश्यकता आहे का (सपोर्ट प्रूफिंग)







